价 格
订货量
¥7600.00
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
≥1
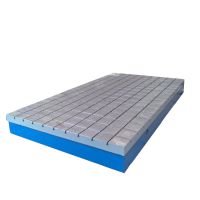
| 是否进口:否 | 产地:河北沧州 | 类型:铸铁平板 |
| 品牌:华威 | 型号:100*100-3000*8000 | 精度:一级二级三级 |
| 订货号:2141 | 加工定制:否 | 货号:2361 |
| 材质:HT250 | 工作面硬度:HB170-240 | 规格:100*100-3000*8000 |
| 是否跨境货源:否 |
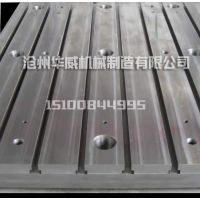
铸铁工装台T型槽平台生铁板 生铁工作台试验铁地板 厂家现货供应
联系人:赵经理 联系电话:15100844995 0317-8184305

铁地板,实验室铁地板,试验台铁地板是试验台的主要部件,又称铸铁底板,试验台底板,大底板等,广泛用于跑合试验、加载试验、振动试验、疲劳试验等试验台架,是试验台架的基座平台、铸铁底座,可用于电机试验台、齿轮箱试验台、减速机试验台、汽车座椅试验台、传动轴试验台等,铁地板,实验室铁地板,试验台铁地板是试验台架生产厂家的合作伙伴。
实验室铁地板设计及性能要求:
1、实验室铸铁地板所用材质:HT200-250;机械性能:抗拉强度:不小于250Mpa硬 度: HB180 -226;
2、利用高强度概念,使各部位寿命相等;
3、实验室铁地板上工作面板厚度均匀,纵向、横向筋板均匀分布,使底板结构对称,即各部位强度相等又提高刚度;
4、实验室铸铁地板的工作面厚度、四周厚度、筋板厚度按图纸要求进行铸造,确保壁厚均匀,减少铸件收缩过程中的内应力,防止变形;
5、实验室铸铁地板必须进行两次热处理,即毛坯一次,粗加工完后一次,以消除内应力,防止变形;
6、实验室铁地板T型槽加工面不得存在任何加工不掉的铸造缺陷,其它加工表面允许存在的铸造缺陷为:直径200mm范围内允许存在1个,尺寸为直径3mm,深度2mm,最多允许15个(4000*1900平面面内);非加工表面允许存在的缺陷范围:直径100内允许存在1个,尺寸为直径3mm,深度2mm;
7、铸件应清砂,非加工表面喷底漆G06-4 ZBG51010-87;
8、实验室铁地板工作平台(上表面)的尺寸公差、平面度、平行度均按相关标准确定。
9、供方按长度要求设计地脚螺栓孔,安装后螺母不得高出底板平面,并提交地脚螺栓的土建浇铸要求,负责地脚螺栓浇铸定位,监督浇铸偏移,并对浇铸结果进行复测。
10、按配置机组底架的宽度系列尺寸布置,其长度方向能承受加工、运动、吊装、安装时的外力。
11、安装时按地脚螺栓孔的位置放入相应的机床调整垫铁,10~15mm可调,地脚螺栓孔配盖板。
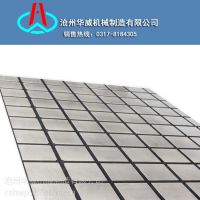
T型槽试验平板的加工方法一直以来都是很多人群十分关注的信息,现在很多领域内,这样的T型槽都发挥了相当关键的作用,随着越来越多地方使用到T型槽试验平板,那我们就来了解一下,关于T型槽的加工方法以及相关注意事项:
T型槽试验平板的T型槽作用就是配合螺栓和螺杆对工件进行固定,方便焊接和装配等工作,T型槽的尺寸要根据使用螺栓的尺寸来定,T型槽的规格尺寸一般都是按客户需要定制的,而T型槽的加工是有它自己的加工方法的。
T型槽在加工时按照在铸铁平板的端面和上平面已经画好的加工线找正和装夹平板。用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,必须粗刨和精刨两次刨出直角槽刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平板顶面是否垂直(允许倾斜一个小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀杆产生的弯曲弹性变形),若不垂直,则应重新调整刀具到***垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。倒角。用两个主偏角均为45°的尖头刨刀倒角。
T型槽试验平板在加工T型槽的时候要注意切削用量要求,并且要用手动走刀,以免损坏刀具和工件。在刨削T型槽过程中要注意刀具的非切削部分不要与铸铁平板发生摩擦或碰撞,以免造成事故或产生废品。
每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
经过这一系列的工序下来后T型槽平台的大致尺寸就完成了,下来就是要完成外观处理和人工对铸铁T型槽试验平台的工作面进行铲刮了。
***出来的成品T型槽试验平板工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。T型槽试验平台的表面应清除型砂且平整,涂漆牢固。
铸铁T型槽试验平板上的T型槽是经过刨床或者龙门铣床加工出来的,T型槽不能用T型槽铣刀直接加工,因为T型刀没有螺旋排屑槽,在开槽时切屑不能流畅的排出来,很容易断刀!再说成型刀具的切削性能本来就没有立铣刀好,只是相对方便而已!建议先用立铣刀开粗!然后再用T型刀开槽!注意切削液要充分,压力要大。先用立铣刀开直槽,深度到位。再用T型槽铣刀开T型槽!
联系电话:15100844995
联系人:吴燕
地址:河北省泊头市大元***